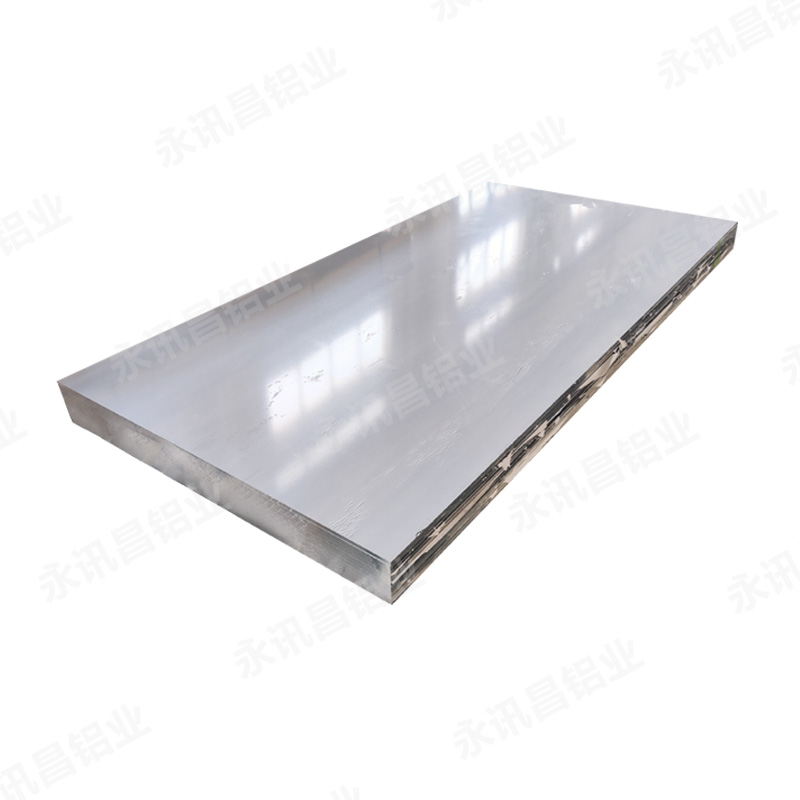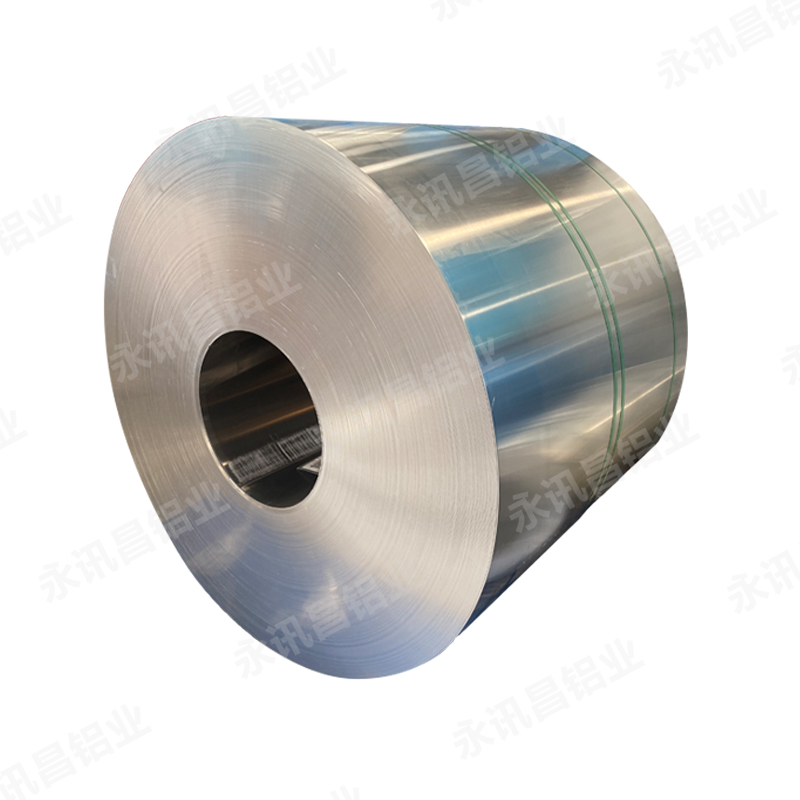

7050 是一种高强度、可时效的 Al–Zn–Mg–Cu 系列铝合金,广泛用于航空航天及其他需要高强度、良好断裂韧性和在经适当处理后具抗应力腐蚀开裂能力的结构件。下面是典型性能参数的简明技术概述及紧凑表格,随后为讨论与简短总结。
| 性能 | 典型值 / 范围 | 说明 |
|---|---|---|
| 化学系列 | Al–Zn–Mg–Cu | 富锌的 7xxx 系合金 |
| 典型成分(质量分数) | Zn: ≈5.5–6.5;Mg: ≈2.0–2.6;Cu: ≈2.0–2.6;Zr: 0.08–0.15;Fe、Si: 各 ≤0.5 | 不同规范和生产商有差异 |
| 密度 | ≈ 2.80–2.85 g/cm³ | 由于合金化元素密度略高于纯铝 |
| 常见时效状态 | T6、T7x(如 T7451)、T73 | T7x 过时效可提高抗应力腐蚀能力 |
| 极限抗拉强度(UTS) | ≈ 480–560 MPa | 与时效状态和截面厚度强相关 |
| 屈服强度(0.2% 偏移) | ≈ 420–500 MPa | T6 时通常更高;过时效状态略低 |
| 断后伸长率 | ≈ 6–15% | 随时效状态与厚度变化 |
| 断裂韧性(K_IC) | 对 7xxx 系合金而言相对较高 | 与同类高强合金相比具有较好韧性 |
| 硬度(HB) | ≈ 150–170 HB(视时效状态而定) | 反映高强度特性 |
| 疲劳强度 | 经过适当处理、缺陷少的构件表现良好 | 表面状态与残余应力非常重要 |
| 抗腐蚀性 | 中等;通过过时效(T7x)和涂层可改善 | 某些时效状态下易发生应力腐蚀裂纹(SCC) |
| 可加工性 | 一般 | 与高强度铝合金相似 |
| 可焊性 | 差到有限 | 焊接会降低局部强度;常采用粘接或机械连接 |
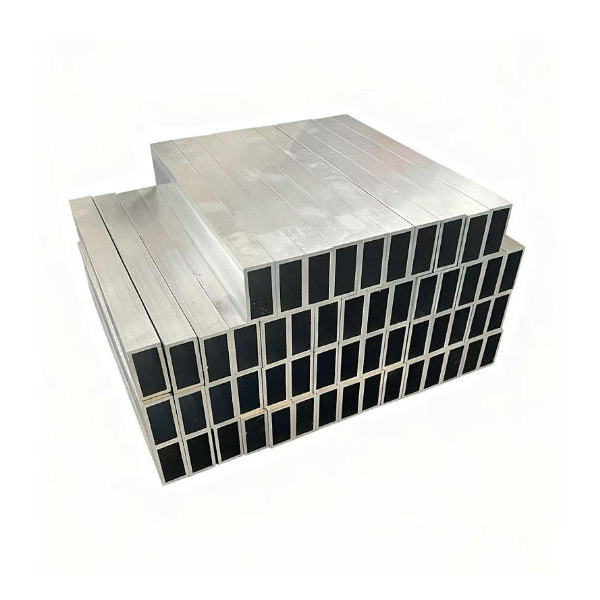
| 典型用途 | 飞机结构件(机翼梁/翼面/隔板)、舱段、军用/航天锻件 | 厚截面零件能充分利用 7050 的性能 |
性能说明与实际注意事项
7050 相比许多 6xxx、2xxx 系合金,提供了更优的强重比,因此常用于要求严苛的航空结构件。通过微合金化(如加入锆)和严格的热处理控制,可形成细小析出相,提高在厚截面上的强度与韧性——这是许多合金在厚件上性能下降时7050能保持优势的原因。
时效状态选择至关重要。T6(固溶处理后人工时效)能获得最高强度,但在某些腐蚀性环境中更容易发生应力腐蚀裂纹(SCC)。过时效(通常记作 T7x,例如 T7451)会牺牲一部分峰值强度,但能显著提高抗腐蚀能力和断裂韧性,因此在需要环境耐久性的部件上经常采用。
制造与连接方面需注意
常规熔焊会降低焊区强度并可能引入裂纹——对于关键件,常优先采用摩擦搅拌焊、粘接或机械连接。加工性能总体良好,但因强度和硬度较高,刀具选择与切削参数应相应调整。
应用与使用寿命
7050 常用于厚壁机翼和机身装配件、隔板、(在设计允许的情况下)起落架支撑部件以及高载荷航空锻件与挤压件。为延长服役寿命,常配合保护涂层(阳极化、化学转化膜、喷涂)并在设计上采取措施(避免表面拉应力集中、保证排水良好等)。
结论
7050 铝合金在高性能结构应用中提供了优异的综合性能:在其类别中具有出色的强度与韧性,在经适当过时效处理后还具备良好的抗应力腐蚀能力。其主要权衡为可焊性差以及对时效状态和防护措施的依赖。对于重量敏感且要求高静载强度与韧性的关键航空部件,7050(在合适时效状态下)仍然是常用且可靠的材料选择。
 | |
 |